
Step 1:
Desmonta o conxunto completo de moenda de pedra Mount o novopedra de moer
Step 2:
Saca a lámina desgastada e monta a novalámina de corte.
Step 3:
Instale de volta o conxunto de pedra de moenda, desconecte a subministración de aire no cilindro de aire para a pedra de moenda para asegurarse de que non hai presión aplicadapedra de moer.
Step 4:
A man empurra os dous eixes do cilindro de aire para permitir que a pedra de moenda toque/bico o bordo do coitelo polos dous lados.
Step 5:
Use a chave para asegurarse de que opedra de moerOs bordos de conxunto e coitelo (ambos os dous lados) están bicos. A man xirando a pedra de moenda para comprobar a fricación de contacto entre tanto pedras de moenda como bordos de coitelo son literalmente a mesma fricación (non unha pedra axustada, unha pedra solta.). A continuación, axuste os parafusos e as porcas.
Step 6:
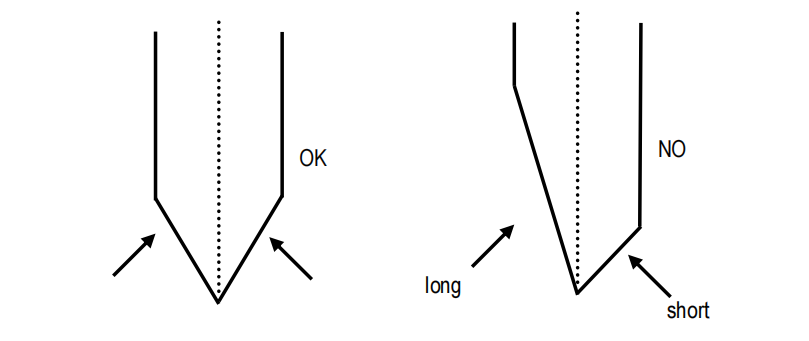
Conecte o tubo de aire no cilindro de aire e aplique a presión de 0,5 - 0,8kgs e comprobe de novo se a pedra de moenda que contactou co bordo do coitelo é segundo o seguinte debuxo mostrado.
A área de contacto de Knife Edge (nova lámina) estará entre a área de ½ a ⅓ napedra de moer.

Corrección situada en ⅓ dePedra de moere use man para empurrar o cilindro de aire para tocar a lámina na posición ⅓ mostrada segundo o debuxo. Asegúrese de ambosRodas de moendadebe estar uniformemente en contacto con Blade.
Step 7:
Se o bordo da nova lámina está superior ou non dentro do rango do rangopedra de moer, repita e reajuste unha presión lixeiramente máis pesada segundo o paso 4,5,6.
Step 8:
Se a forma de moenda da lámina se converteu como o bosquexo
Se a moenda nos bordos da lámina nin sequera, a placa non estará limpa, afiando e causará pistas e danos tamén.
Step 9:
A presión de aire recomendada para o uso está dentro de 0,5 - 0,8 kg. Demasiada presión provocará o desgaste rápido das láminas.
STep 10:
No sistema informático do goleador de Slitter, normalmente está configurado en contadores comúns a 300 metros de corte, e logo moer oLáminapor 6 segundos. O operador debe axustar a lonxitude de fenda e o tempo duradeiro de moenda depende da calidade do papel.
A moenda da lámina para a boa calidade da nota de papel pódese establecer a 500 metros de corte e logo moer durante 6 segundos. Ou, oLáminaA moenda para a mala calidade da nota de papel pódese establecer a 200 metros de corte e logo moer durante 10 segundos.
Paso 11:
Cando as placas onduladas son demasiado suaves, o que significa que contén moita humidade, non se seca a cola, a calidade de corte verase e acurtará a vida de uso das láminas.
Recoméndase o sistema de refrixeración de aceite para a moenda da lámina en arrefriamento durante 15 segundos cada 30 minutos.
Limpe sempre o cepillo de aceite/almofada de la por aire comprimido cada dous días cando a calidade do papel é de 100% de papel de reciclaxe e papel de mala calidade para asegurar que o aceite poida mergullarse nos bordos da lámina para arrefriar as láminas.
Cambiar a almofada de la unha vez que o aceite de refrixeración non se pode aplicar aoLámina.
O aceite de refrixeración recomendado é o aceite de lubricación #30 ou #40 para a resistencia da temperatura de 150 ℃.

Tempo post: MAR-08-2023



